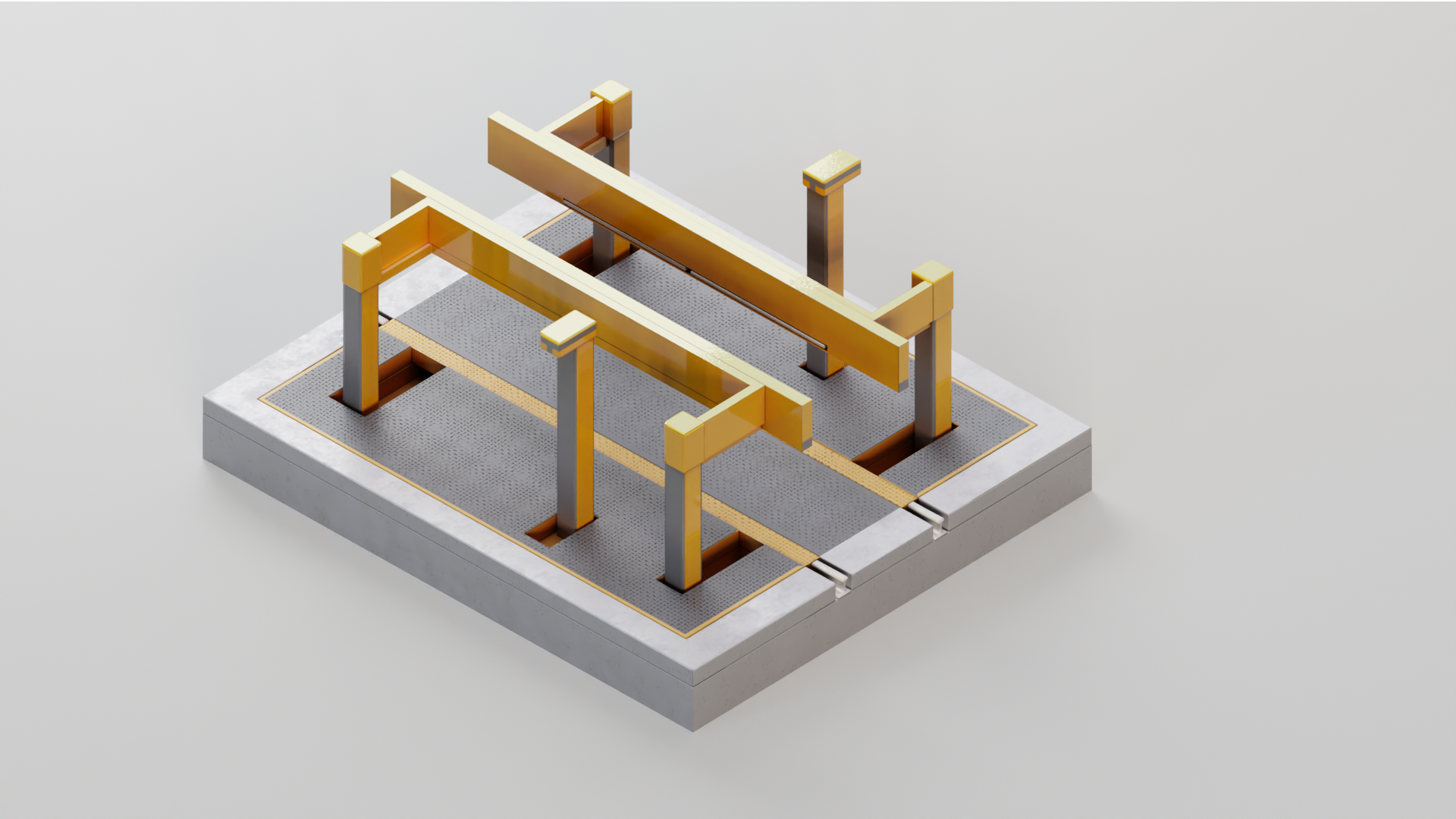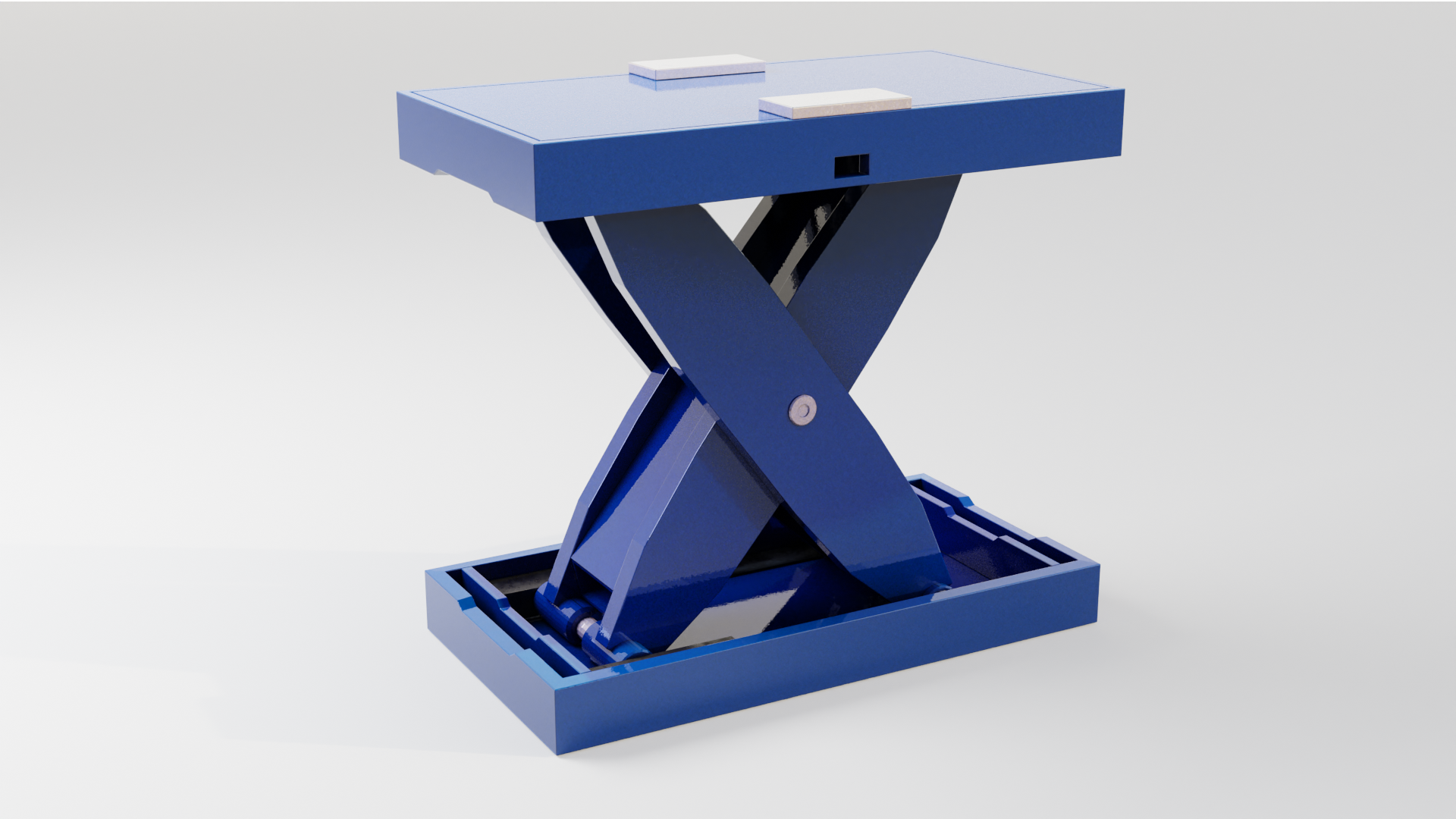
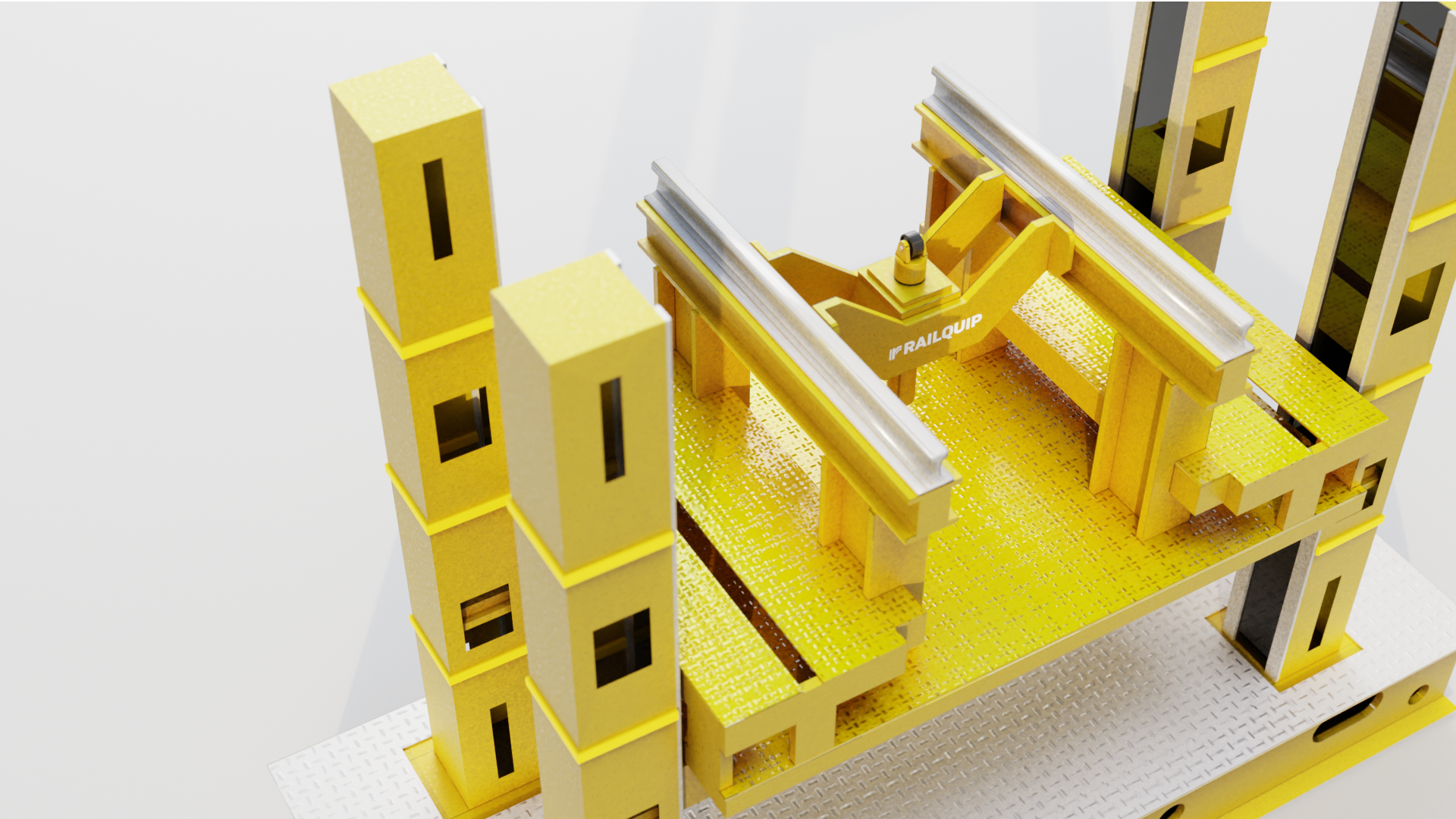
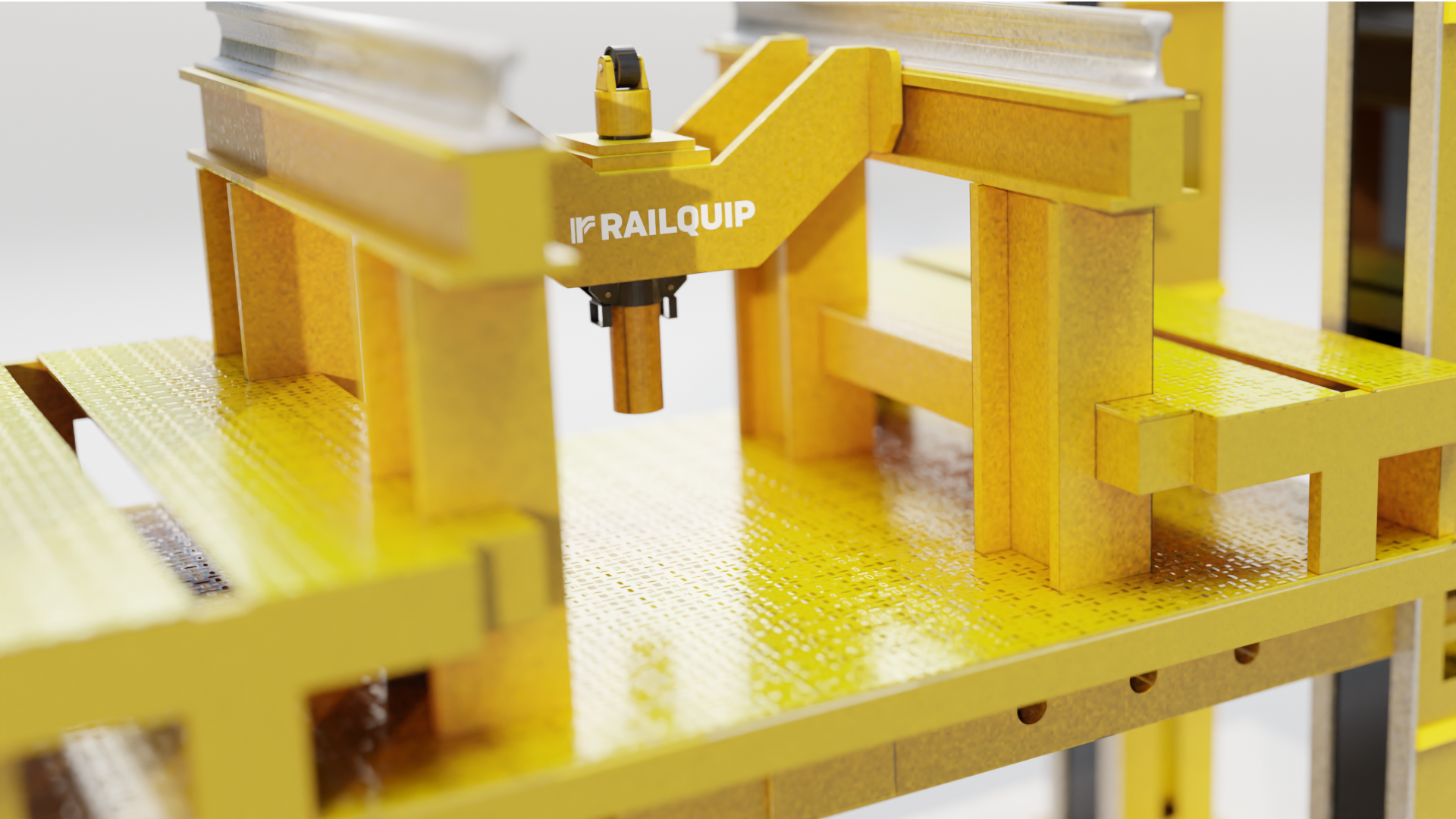
Single Axle Drop Table
LE003
Key Specifications
- Designed and fabricated to achieve smooth, quiet, convenient, and efficient operation
- Numerous safety and self-monitoring features included

OVERVIEW
Materials and equipment shall be manufactured in compliance with ISO 9001 quality standards.
All steel welded and fabricated structures Will comply with ASTM and AWS D1.1 standard for material safety and quality.
Table lifting height locations are controlled using programmable absolute gearmotor encoders for positional accuracy and the system is also protected from over travel by settable limit switches on both sides of machinery base.
- All equipment shall be designed and fabricated to achieve smooth, quiet, convenient, and efficient operation, durability, the economy of maintenance, operation, and the required standards of safety.
- All piping, valves, fittings, conduits, and wiring shall be in accordance with all applicable codes and interface properly with existing facility services.
- All items requiring maintenance shall be easily accessible without undue service interruption. Replaceable components shall be provided with appropriate mechanical and electrical isolation to facilitate change-out without an extensive system shutdown.
- Materials and equipment shall be manufactured in compliance with ISO 9001 quality standards.
- All electrical panels will be assembled using UL-listed components. If additional UL listing of panels and electrical assemblies is required, this can be provided as an option.
- All components used for manufacture shall be of a standard commercially available type and readily available for replacements. (Note: if a component used has a long lead time and isn’t readily available in the U.S. the component will be identified in a spare parts list and Railquip would recommend that these critical components be maintained onsite at the customer’s location).
- All fasteners shall comply with ANSI standards for strength.
- All steel welded and fabricated structures will comply with ASTM and AWS D1.1 standards for material safety and quality. (Note: all welded structures are engineered to a factor of safety of 3:1 for tensile and a 5:1 factor of safety for ultimate material strength.
- All weldments will be FEA tested and will be load tested during the factory acceptance test).
- A calculation package can be provided with the final design.
- All drop table power requirements are to be 480 V. 3 PH. 60 HZ. Provided by the customer.
- All electrical components and panels located in the pit will be IP66 or NEMA 4 rated or higher standard.
- All panels located above the pit will be NEMA 12 standard.
- All gear motors shall be IP66, TEFC rated, and comply with NEMA, IEEE, ANSI, and ABMA standards.
- All lighting and control voltages for drop table operation shall be 24 volts or less. This includes service top LED lighting if provided.
- All gaps between the shop rails and the service top rails shall not exceed 1⁄4”. Gaps between tread-plated surfaces and foundation or permanently installed foundation embedments shall not exceed 1⁄2”.
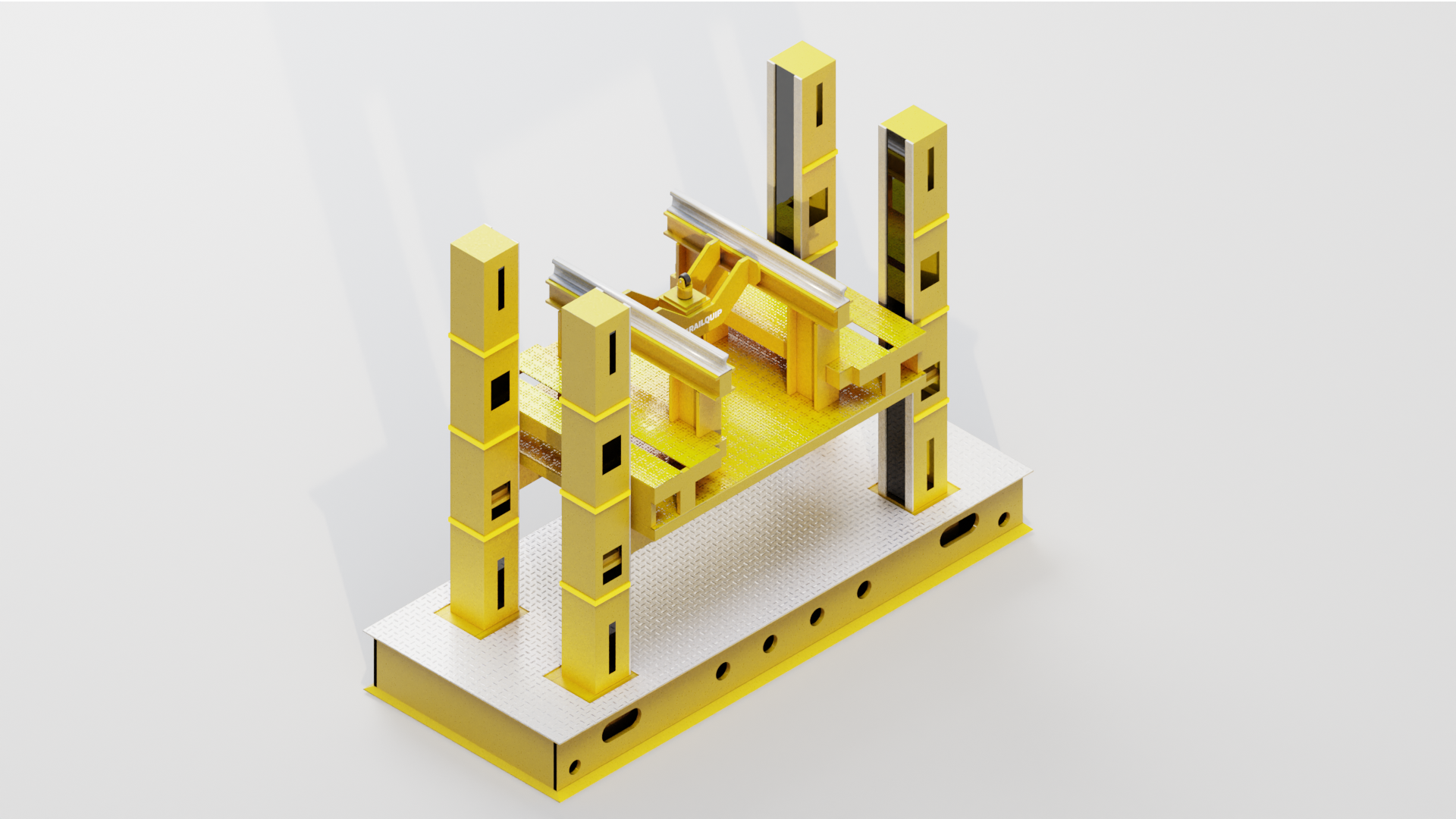
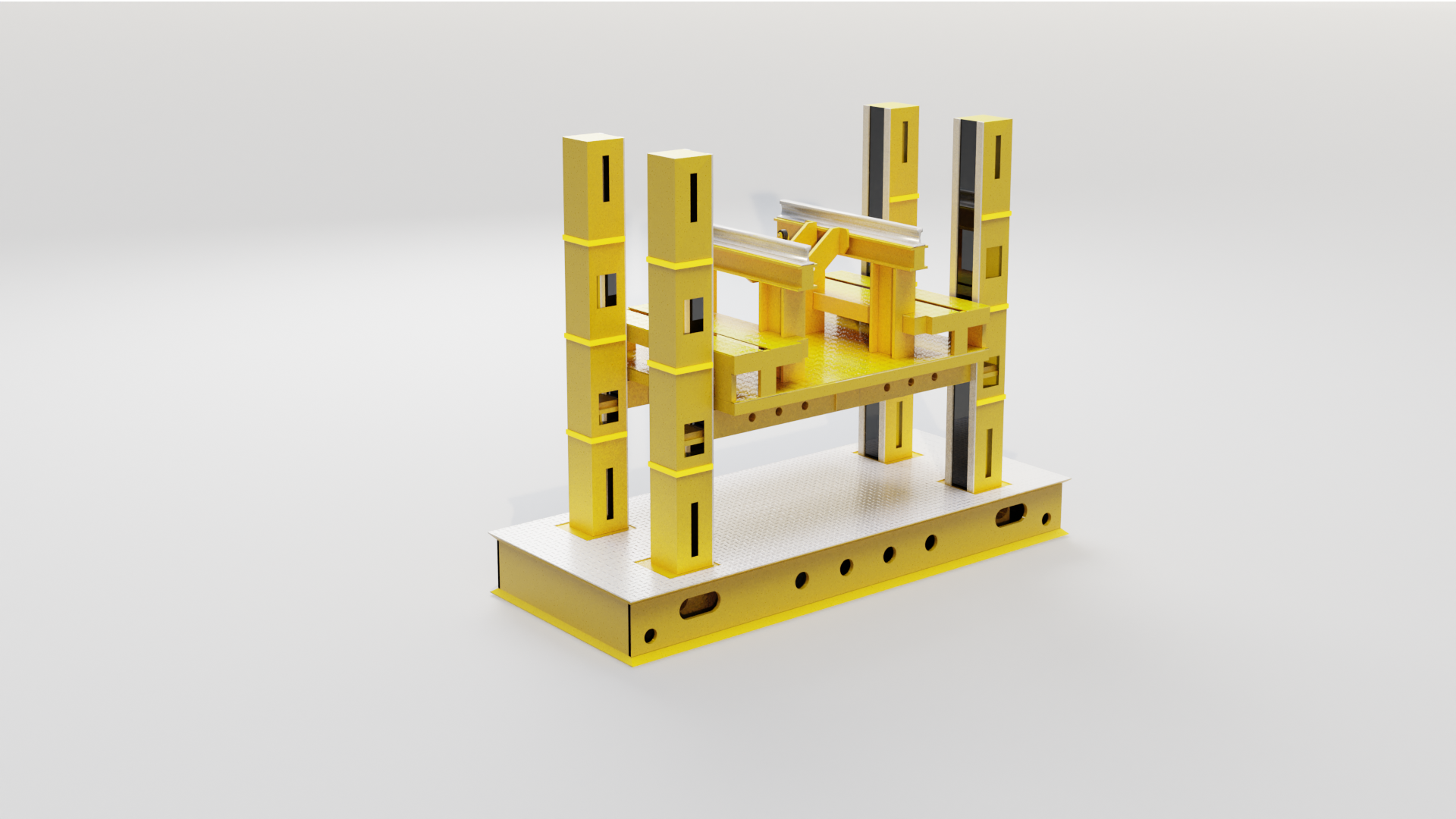
- All lifting columns will have threaded holes for screw-in lift eyes, to be able to remove the column from the machinery base easily.
- Both pedestal-mounted operator stations and wireless operator hand-held pendants will be provided for drop table system operation. Both will have a large red e-stop button on the front for an all-systems stop. An indicator light stack will also be provided for a visual operator’s signal.
- The drop table system will have its own main power disconnect. This can be located per the customer’s requirements.
- Table lifting height locations are controlled using programmable absolute gear motor encoders for positional accuracy and the system is also protected from overtravel by settable limit switches on both sides of the machinery base.
- The lifting frame and service top level are also maintained by using the encoders and motor amperage feedback. Redundancy can be included by the addition of a lift frame-mounted inclinometer (patent pending).
Technical Data and Tolerances: Car Hoists (Cantilever System) – Capacity per car hoist: 15 tons-Effective lift: 16″ Lifting speed: approx. 15.7″. Body Stands – Capacity per body stand: 6 tons-Effective lift: 87.7″ Lifting speed: approx. 16″ mm/min. Service Requirements – Operating voltage: 22OV, 3ph, 5OHz or on request, Control voltage: 23OV, 230V50Hz, 24V DC. Further System Data – Max. gap between hoist rails and shop rails: 0.39″; Equipment noise level: 75dB(A) max. at 118.1″; Availability: 97%. Synchronization running variation in height between adjacent hoists in set: +/- 0.197″; Variation in height between any hoist in the system: 0.197″.